简析端子压着标准规范
端子的三要素分别是:
1、端子和电线的关系;
2、连接器和端子的关系;
3、配套端子和端子的关系。
电线加工线束品一般情况下是有两端的端子或者是连接器组成的,线束的生产通常是借助剥皮机和端子机完成的。线束组装的目的就是为了电子导通,所以端子的三个要素缺一不可,否则电流就不能正常流通。
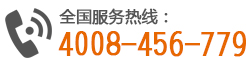
一、电线和端子的关系:
(1)电线尺寸和端子的适用尺寸是否一致。
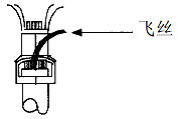
(2)导体柳压部位长度和电线的剥皮长度是否一致。
(3)剥皮处的芯线是否有伤、断、的现象,如发生断线的情况要听从上级指示。
(4)压着机压端子时导体高度是否在指示值的公差范围之内,在指示值的中间压着。
(5)绝缘体压着部与导体压着部之间有无芯线飞丝。
(6)喇叭口是不是在两侧,当在一侧的时候,一定要在绝缘侧。

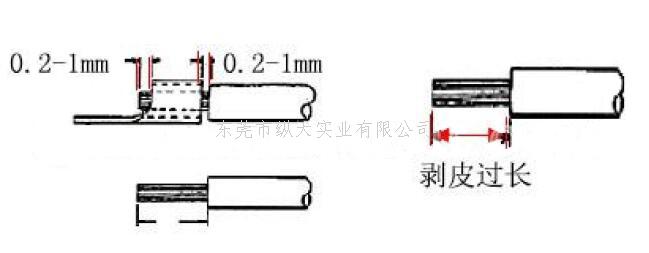
(7)绝缘体和芯线的露出
如果剥皮尺寸符合要求的话,绝缘体包胶、芯线露出过长,芯线未露出等与作业方法有关。
绝缘体压着部和导体体压着部之间,最好绝缘皮与芯线露出各占一半。
导体柳压前段芯线露出要适当不可过长。(过长导致插入连接器时易被拉出)
(8)绝缘体柳压部位,导体柳压部位不能变形。
端子压着不良现象及其原因
前端芯线露出只有0.5mm以下或者一点也没露出来。
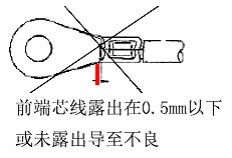
原因分析:1.电线的剥皮长度不足;
2.电线插入过长。
前端芯线露出1mm以上时 
原因分析:1.电线剥皮长度过长;
2.电线插入过长
端子和电线之间有1mm以上时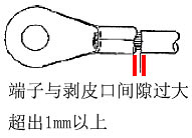
原因分析:1.电线插入不足;
2.电线剥皮过长。
压痕偏离弧的接缝线中间。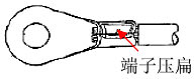
原因分析:端子没放好
压痕在弧中央部往后偏离弧的断面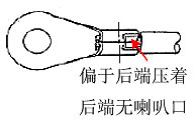
原因分析:端子没放好。
端子腹间芯线飞丝。
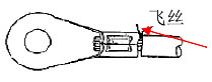
原因分析: 1.放线时高出下刀片太高;
2.芯线在压接前散开。
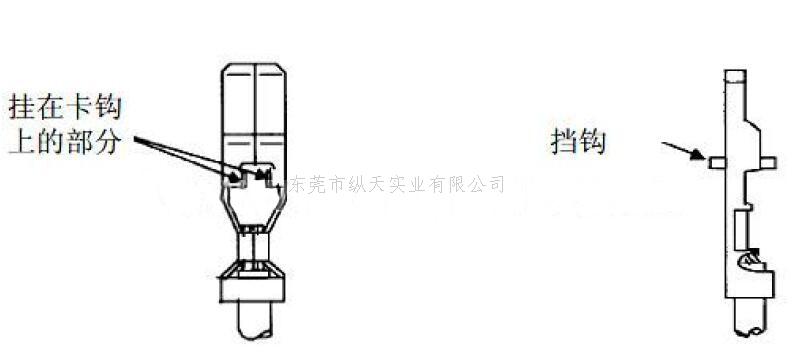
二、端子和连接器的关系;
(1)卡钩,挡钩有无变形。
(2)导体压着前端芯线露出过长。
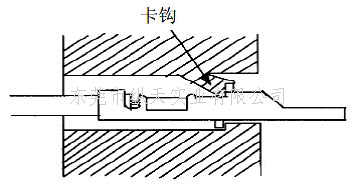
导体压着前端芯线露出过长,插入连接器时就不能伸到连接器的卡钩上,导致电线从连接器中拉出特别是电线规格为25Q,35Q的要注意。
(3)绝缘体柳压的形状

保护套的宽度和绝缘A尺寸要注意。
用不配套压着模具压着时要特别注意,在没有经过相关部门和场长确认的情况下,禁止作业。
(4)自动稳定物变形
自动稳定物变形会插不进连接器、裂开、不通和连接器吻合。
三、端子和配套端子的关系
(1)端子嵌合变形
S.W感知杆的张开是否正规。S形有0.8和0.6,要特别注意。
L形相当于感知杆的东西是另外插进去的,要确认是否是正规品。
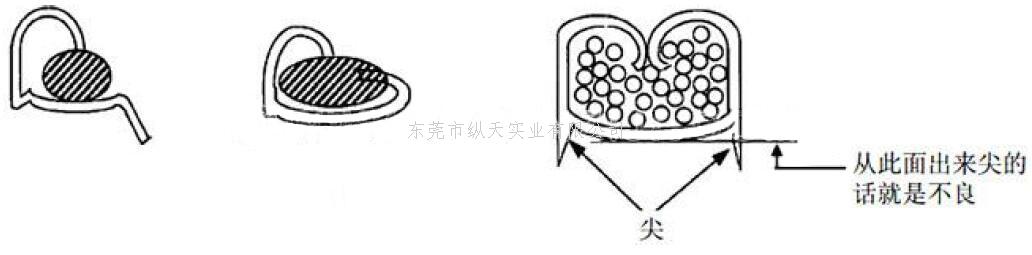
(2)确认切下的料带有无过长,料带有无过短,料带有无尖状等现象。

(3)端子前端是否变形
插入连接器时,端子变形会导致与相配的端子不能嵌合,或多数连接器排列不好会导致被匹配端子押到,引起锁的脱落。

丸型端子压着作业一般注意事项:
(1)要用符合指点电线及端子型号的压着端子。
(2)确认端子弧长影响电线剥皮。

(3)剥皮长度制定要用如下确保尺寸。
(4)一定要使用配套的端子压着工具,如果选择不配套的工具,一定需要经过上级确认再进行。
(5)用错剥线机货剥皮钳的刀口时,要重新更换争取的,并检查剥皮状态。
(6)端子机模具最重要的部分是凹模部,避免弄伤生锈等,使用后用软布等在上面粘上防锈油好好保管。还有动作部,压着装置等也要上润滑油。
压着导致变形
(1)电线要和端子平行接线。
(2)端子本身有较大的弯曲变形。
压着位置
裸压着时,压痕要在中间部,并在弧的接缝处的中间。

带绝缘管的压着端子,状态正常。
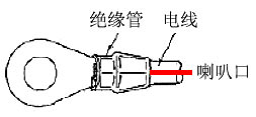
端子和电线的关系

(1)压着前端露出的芯线的尺寸要适量。
(2)端子口与剥皮口简不能有大的缝隙。
压着进行的电气回路接续的要点
一、压着接续部。
(1)电线和端子接触面必须比导体断面面积大;
(2)不能逐年发生状态变化;
(3)压着作业要稳定;
(4)压着不良现象要从压着后的外观上能够看的出来;
压着部依形状分类,压着接续分类方法,有的是按用途、形状或是材质分的。
二、压着理论
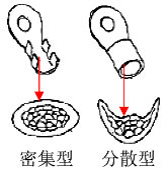
OPEN弧和CLOSE弧两者的终端部分都是分成密集形和分散形。
(1)密集形的压着动作将全部导体都向中央压缩。
(2)分散形使导体分散,向导体的内侧壁方向压缩。
基本上能总结的端子压着标准就这么多,应该可以给各位一些帮助吧,本司自主研发专利生产有高速端子焊接机,方便、安全、快捷的焊接端子,熔点高,焊点圆润,基本无损耗,有兴趣的朋友可以关注下。